




 扫一扫
扫一扫


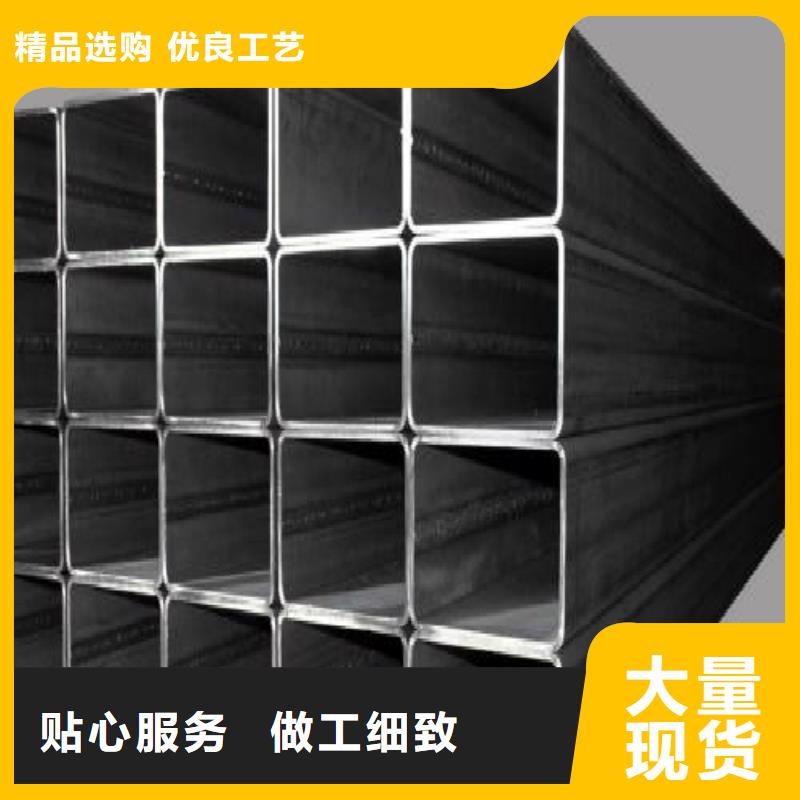
镀锌方管,为了达到人们的需求镀锌方管的种类也是越来越多,卖镀锌方管的人也是多上加多,而这些商家所出售的镀锌方管质量上差别也是比较大的,因此我们必须学会一些挑选镀锌方管的知识,选择质量好的镀锌方管才能提高制造产品的质量,而且质量好的镀锌方管还可以提高系数。 1.镀锌方管组焊方案的确定
为满足强度需要,此矩形管截面尺寸为300mm× 200mm,板厚3mm,设计要求扭曲及平行度等偏差≤1.2mm,制作技术难度较大。为此,通过调查研究,昀终确定利用板材对称两半折弯成槽形半壳,然后再采用CO2气体保护焊焊接成形的制造工艺。
镀锌方管的焊接工艺
(1)镀锌方管协会资讯部获悉开 V形坡口 对称的两根槽形半管用大型折弯机压制成形,按工艺要求加工对接焊坡口,预留间隙拼接。焊接接头的设计在焊接工程中是较薄弱的环节。 坡口形式对控制焊缝内部质量和焊接结构制造质量有着很重要的作用。坡口设计必须考虑母材的熔合比、施焊空间、焊接位置和综合经济效益等问题。应先按下式计算横向收缩值那么我们该用什么样的方法才能挑选出质量好誉佳的镀锌方管呢?对镀锌方管有所了解的人都知道镀锌方管是具有一定的抗拉、抗压性能的,因此我们在选择镀锌方管时也可以从这几个方面进行考虑,抗拉性是镀锌方管基础的性能,



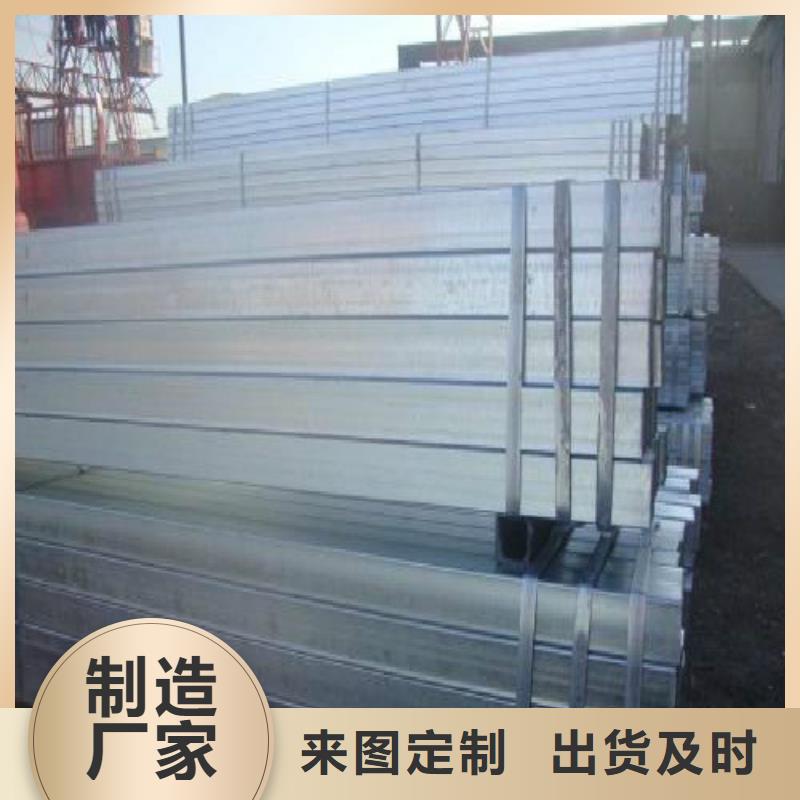
【螺旋】厂家直销,价格合理,优质优价,赢得客户的信赖,万弗莱钢(枣庄市分公司)欢迎广大客户前来选购.欢迎选购【螺旋】,诚信经营,您的放心之选,诚信为本。


万弗莱钢(枣庄市分公司)拥有经验丰富的 螺旋生产研发团队、国内外营销团队、工程项目投标团队和售后服务团队,致力于为客户提供 螺旋产品和服务。自成立起,便秉承着用心做 螺旋产品,用心做服务的的理念;多年来,荣获山东枣庄质量诚信示范企业;山东枣庄质量诚信典型企业;山东枣庄质量检验稳定合格产品;山东枣庄 螺旋产品和服务质量诚信示范企业;得到社会各界和广大用户的认可和赞誉。



厚壁方矩管C压力成型工艺
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产厚壁方矩管的有效方法,尤其是易于生产厚壁直缝钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
5、厚壁方矩管CFE(排辊成型)工艺
排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的厚壁方矩管的尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。 厚壁方矩管的生产工艺
1. 厚壁方矩管板探:用来制造大口径厚壁方矩管的钢板进入生产线后,首先进行全板超声波检验;
2. 厚壁方矩管铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 厚壁方矩管预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 厚壁方矩管成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,*后形成开口的"O"形
5. 厚壁方矩管预焊:使成型后的厚壁方矩管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 厚壁方矩管内焊:采用纵列多丝埋弧焊(*多可为四丝)在厚壁方矩管内侧进行焊接;
7. 厚壁方矩管外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8. 厚壁方矩管超声波检验Ⅰ:对厚壁方矩管内外焊缝及焊缝两侧母材进行的检查;
9. 厚壁方矩管.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.厚壁方矩管扩径:厚壁方矩管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.厚壁方矩管水压试验:在水压试验机上对扩径后的厚壁方矩管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.厚壁方矩管倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13. 厚壁方矩管超声波检验Ⅱ:再次逐根进行超声波检验以检查厚壁方矩管在扩径、水压后可能产生的缺陷;
14. 厚壁方矩管X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片
技术支持:s797.com