不容错过的无缝钢管_厚壁无缝钢管优选货源视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:沧州运河无缝钢管_厚壁无缝钢管优选货源的图文介绍
东环管业(沧州市运河区分公司)座落于是一家从事 厚壁无缝钢管的生产加工为一体的现代化企业。先进的生产设备现代化外贸产品加工厂,在产能的同时致力于出口产品的精工细作、研发生产。我们将以真诚的服务,过硬的质量来迎接每一位新老客户。愿我们迈着新时代的步伐,协手并进,共创辉煌!我们始终秉承“信誉di yi,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。


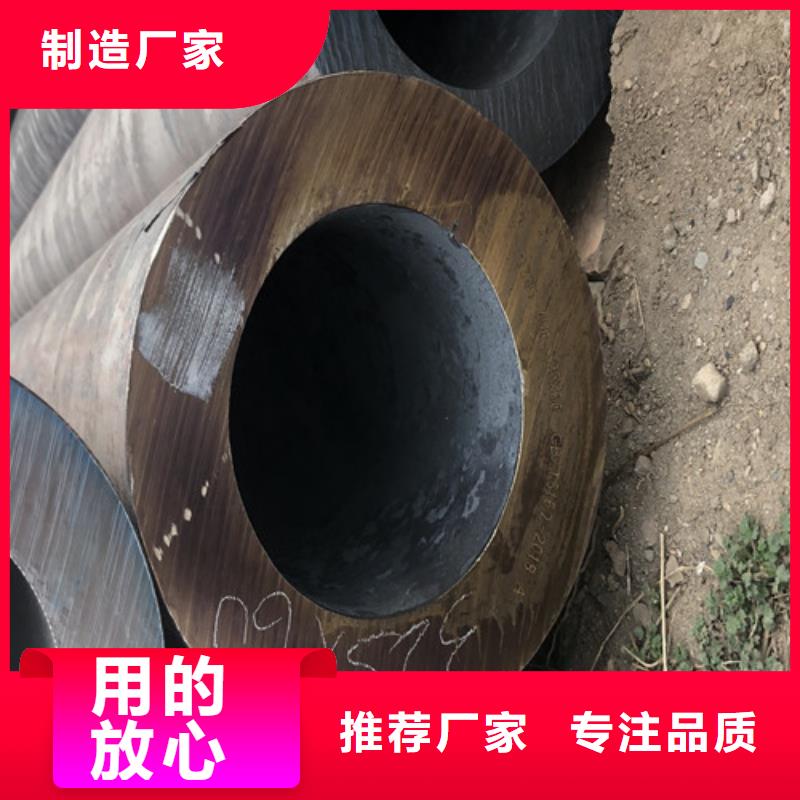
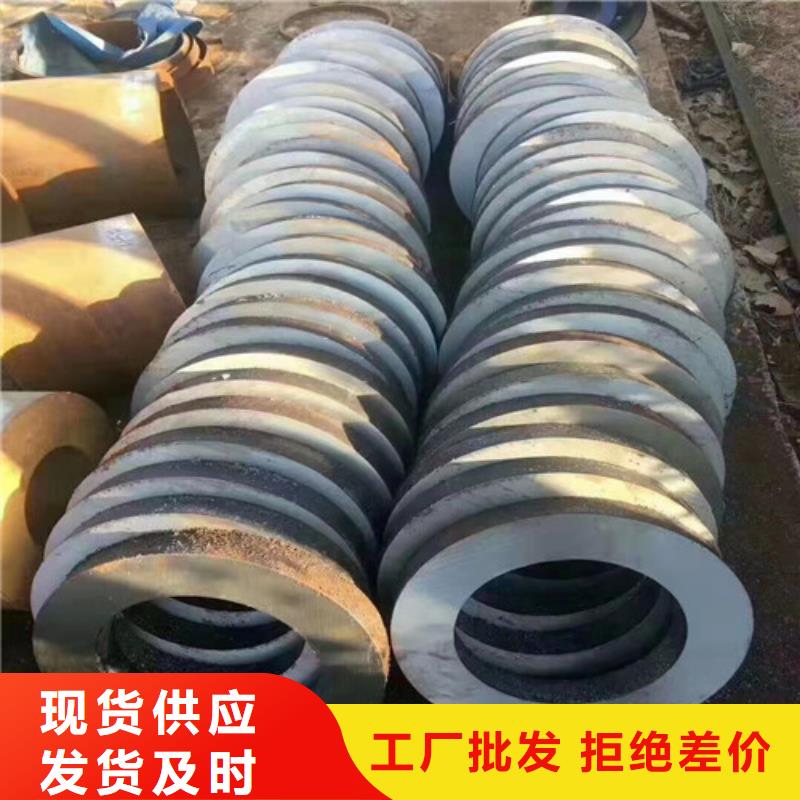
大口径无缝钢管生产(Produce)热轧方式与无缝钢管挤压方式生产的区别/哪种比较实用 无缝钢管挤压方式生产(Produce) 挤压法是指将金属坯料置于由挤压筒、挤压模和挤压杆组成的“封闭(fēng bì)”容器内,由挤压杆施加压力(pressure)迫使金属从挤压模孔流出,而获得金属塑性成型(Forming)的方法(method),这是一种历史悠久的无缝钢管制造(zhì zào)方法。厚壁无缝钢管按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。根据挤压杆施力方向与金属流动方向相对关系,挤压法可分为正挤压和反挤压两种。正挤压施力方向与金属流动方向一致,反挤压相反。反挤压具有挤压力小、挤压比大、挤压速度快、可降低(reduce)挤压温度(temperature)、改善挤压条件(tiáo jiàn)、容易实现等温/等压/等速挤压、提高产品(Product)组织性能(xìng néng)和尺寸精度(度)、可减少挤压结束时金属压余量,提高金属收得率等优点;但其操作(operate)相对不方便,且制品断面尺寸受挤压杆尺寸的限制。 大口径无缝钢管生产(Produce)热轧方式 热轧无缝钢管的生产(Produce)工艺( technology)流程包括坯料轧前准备、管坯加热(heating )、穿孔、轧制、定减径和钢管冷却(cooling)、精整等几个基本工序。精密无缝钢管 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。



东环管业(沧州市运河区分公司)是坐落在经济开发区,企业现有现代化厂房和先进的生产设备。 公司拥有一支强大的生产管理、销售及售后服务团队,以高品质的产品保证、贴心的市场服务满足国内外市场的需求。公司主营 厚壁无缝钢管。我司产品销售遍地,在新的世纪,同茂人将秉持“以人为本,追求新高”的企业精神,不断进取,在经济一体化的大潮中,向更高的目标迈进!希望通过我们的努力,借助您的支持,让我们共同谱写同茂美好的明天。



劣质厚壁无缝钢管表面易产生疤痕。有两个原因: 1。劣质厚壁无缝钢管材质不均匀,杂质较多。 2。假冒伪劣材料生产厂家在引导设备方面比较薄弱,容易粘钢。这些杂质在咬着滚筒后往往会产生疤痕。 3。假钢和劣质钢的轧制温度不标准。采用目视法测量其钢温,不能按规定的奥氏体面积轧制,厚壁无缝钢管的性能不能自然满足要求。 4。假冒伪劣材料表面易发生裂纹。原因是坯料是土坯,土坯中有许多气孔。在冷却过程中,坯体受到热应力,产生裂纹,轧制后出现裂纹。 5。伪劣厚壁无缝钢管容易划伤,因为伪劣厂家的设备简单易产生毛刺,划伤厚壁无缝钢管表面。深划痕降低了厚壁无缝钢管的强度。 6。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。厚壁无缝钢管根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。伪劣质厚壁无缝钢管无金属光泽,呈浅红色或类似生铁。有两个原因。它的坯体是土坯。 7。假冒和劣质厚壁无缝钢管的横截面杆件又薄又低,填充现象往往不尽人意。其原因是,为了实现大的负公差,制造商在成品的前几道次中有很大的减少,铁的形状很小,并且道次填充不满意。 8。假冒和劣质厚壁无缝钢管的横截面是椭圆形的。原因是为了节省材料,成品轧辊前两道次的减少太大。这种螺纹钢的强度大大降低,不符合螺纹钢的形状和尺寸标准。 9。优质厚壁无缝钢管成分均匀,冷剪机吨位高,切割头端面光滑整齐,而假冒伪劣材料由于材料质量差,即不均匀、无金属等原因,往往会在切割头端面产生肉损。IC 光泽。此外,由于假冒伪劣工厂的产品很少,头和尾会有大耳朵。 10。伪劣厚壁无缝钢管材料含有大量杂质,钢的密度小,尺寸过大,无需游标卡尺即可称量检查。例如,对于螺杆钢 20, 标准规定 负公差为 5%,单根管的理论重量为 120kg,固定长度为 9M,小重量为 120X=114kg。单根管的实际重量小于 114 公斤。它是一种伪劣质厚壁无缝钢管,因为它的负公差超过 5%。一般来说,综合考虑累积误差和概率理论,全相位加权效果较好。


热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。








 扫一扫
扫一扫